

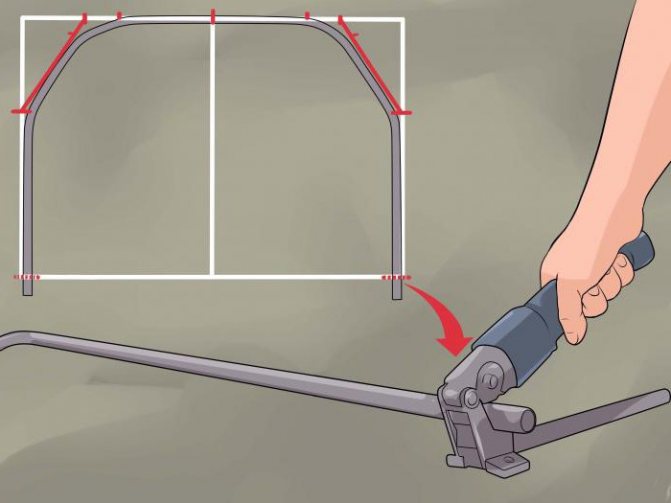
Jak ohýbat trubku v pravém úhlu
Kov působí jako poměrně silný materiál, ale při speciální expozici se může ohýbat. K dnešnímu dni existuje několik způsobů, jak tento problém vyřešit. První technologií je použití kolíků. Musíte si však uvědomit, že tato metoda může potrubí poškodit nebo dokonce zlomit. Tomu lze zabránit naplněním vnitřní dutiny suchým pískem. Zástrčky by měly být instalovány na obou koncích.

Dalším krokem je zahájení protahování. Za tímto účelem jsou kolíky vykopány do země. Použijete je jako páku. Pokud si nejste jisti svými schopnostmi, měli byste si nejprve zacvičit na zbytečných úsecích potrubí. Pokud stojíte před otázkou, jak ohýbat trubku bez ohýbačky trubek, můžete pomocí této technologie změnit tvar výrobku, jehož průměr se pohybuje od 16 do 20 mm. U trubek s působivějším průměrem není tato technika vhodná, protože proces bude poměrně komplikovaný. Je také důležité vzít v úvahu podkladový materiál. Například pro galvanizaci se doporučují jiné metody.
Jak si sami vyrobit ohýbačku trubek
V některých případech se obejdete bez nákupu ruční ohýbačka profilů. Toto zařízení si můžete vyrobit sami. Je vhodný pro zpracování trubkových výrobků o malém průměru, například pro rám altánů nebo skleníků.
U trubkových výrobků, jejichž průměr nepřesahuje 2 cm, stačí vytvořit struktury z
betonový blok a ocelové bajonety... 4 otvory jsou vyrobeny v betonu, jsou do nich vloženy kovové kolíky, kterými prochází profesionální trubka a ohýbá se požadovaným směrem.
U trubkových konstrukcí o průměru větším než 2,5 cm je nutné vytvořit ohyb profilu pomocí válečků... Jsou upevněny na betonovém podkladu. Hodnota poloměru bočních okrajů válečků se musí rovnat poloměru ohnuté trubky. Profilovaná trubka, umístěná mezi koly, je upevněna na jednom konci. Na druhém konci je připevněn k navijáku, který je poháněn a dává trubce potřebný ohyb.
Při vytváření domácích ohýbaček trubek pro profilové potrubí je třeba vzít v úvahu následující parametry:
- Vzdálenost od trubky k hnacímu kolu ohýbajícímu profil záleží na rozměrech potrubí: pro výrobek s poloměrem 2,5 cm je nutná mezera 6 mm, u větších konstrukcí potrubí se toto číslo pohybuje od 6 do 12 mm.
- Příliš malá vzdálenost mezi kolem a trubkou způsobí potřebu vynaložit mnohem více fyzického úsilí pro ohýbání konstrukce potrubí.
- Příliš velká vůle bude mít za následek nerovnoměrné ohýbání a narušení integrity struktury.
Použití topné technologie
Před ohýbáním trubky bez ohýbačky byste měli přemýšlet o tom, která technologie je pro to nejlepší. Topení může být skvělým řešením. Tato metoda se běžně používá pro ocelové a hliníkové potrubí. Pro tento postup je produkt upevněn ve svěráku, ale nejprve musí být naplněn a ohřát plynovým hořákem na místo, které se chystáte ohýbat. Teplota se určuje poměrně jednoduše: když se kousek papíru přiblíží k potrubí, měl by začít kouřit. Pokud se používá ocelový sochor, měl by při zahřátí zčervenat. Kvůli bezpečnosti by technik měl nosit rukavice.

Rovnoběžná deska
Pokud stojíte před úkolem ohýbat trubku bez ohýbačky trubek, můžete použít rovinnou rovnoběžnou desku. Tato technika spočívá v upevnění produktu do svorky. Poté se můžete ohýbat, a to musí být provedeno podél desky. Tato technika je považována za nejen ekonomickou, ale také jednoduchou. K dosažení pozitivního výsledku by mělo být použito několik desek, z nichž každá má jiné zakřivení. Hlavní podmínkou je použití ocelové trubky. Délka produktu by měla být docela působivá.

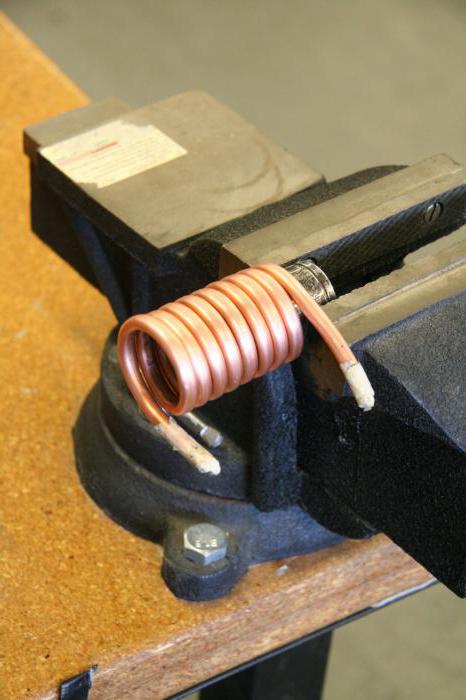
Pomocí kovové pružiny
Docela často domácí řemeslníci přemýšlejí o otázce, jak ohýbat potrubí bez ohýbačky trubek doma. K tomu lze použít kovovou pružinu. Tato technika je vynikající pro neželezné trubky, které mají dobrou tažnost.
K zabránění deformace se používá pružina. Pro dosažení dobrého výsledku je třeba vzít v úvahu velikost pružiny, která musí odpovídat vnitřnímu průměru kovové konstrukce. Tento požadavek je způsoben skutečností, že trubka má být vložena do dutiny. Ohýbání lze poté provést uvázáním pružiny pomocí drátu, aby se usnadnilo pozdější vytažení.
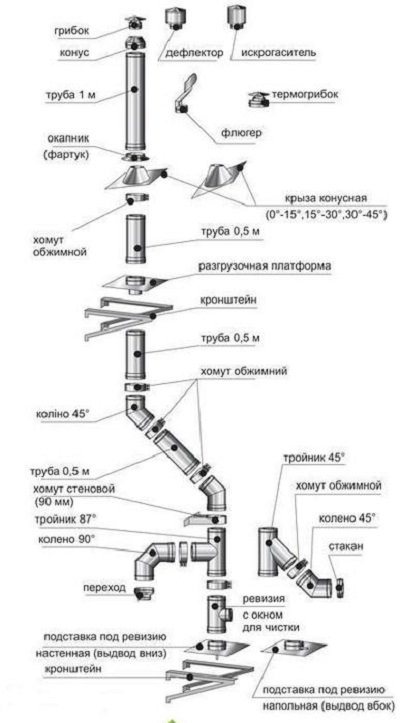
Jak vyrobit nerezové komíny vlastními rukama - design a technologie
Návrh komína by měl být vždy proveden profesionálně. K tomu je nutné vzít v úvahu specifika provozu ohřívače, znát parametry budovy a klimatické vlastnosti oblasti. Teprve po zohlednění všech těchto parametrů můžete zvolit optimální technologii a materiál pro výrobu komína (více podrobností o typech bylo napsáno zde).
S příchodem modulárních sendvičových komínových systémů si mnozí řemeslníci dali za cíl vyrábět takové analogy sami. Ale je to možné doma? K zodpovězení této otázky je nutné analyzovat použité materiály a nástroje.
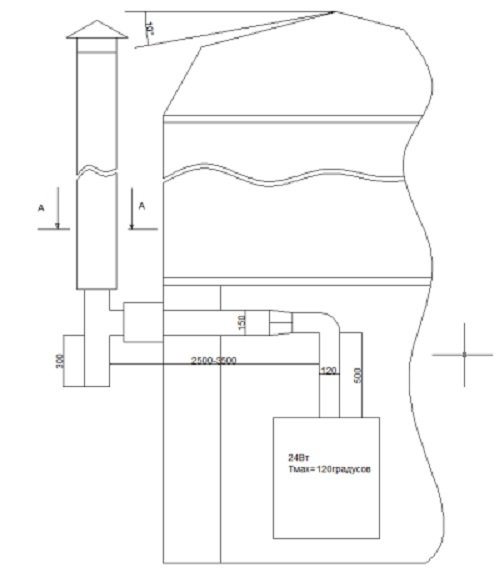
Vypracování komína
Před provedením komína musíte znát přesnou spotřebu materiálu. K tomu je vypracován plán, který zohledňuje specifika budovy a umístění kotle.
Kromě toho je třeba vzít v úvahu průměr potrubí, který musí odpovídat charakteristikám ohřívače. V takových případech se často dělají chyby při plánování dlouhých vodorovných úseků potrubí.
To vede k výraznému snížení tahu a rychlé tvorbě sazí v horizontální trubce.
Požadavky na nerezové komíny
Materiál
Jako materiál pro výrobu průmyslových komínů se používá speciální nerezová žáruvzdorná ocel.
Při jeho výrobě probíhá proces legování chromem, niklem a molybdenem. To mu dává speciální vlastnosti, které mu umožňují udržovat integrální strukturu materiálu při vystavení vysokým teplotám. Patří mezi ně následující značky - AISI 316 L, AISI 310 S, AISI 304 a AISI 321.

V závislosti na procentu legovaných prvků se mění určité vlastnosti materiálu:
- Chrom významně zlepšuje tvrdost a odolnost proti korozi.
- Nikl je zodpovědný za tažnost a sílu.
- Molybden - zvyšuje pevnost při vystavení vysokým teplotám.
To vše naznačuje důležitost volby materiálu při výrobě vlastního nerezového komínu. Byly učiněny pokusy o jejich výrobu z běžné potravinářské oceli. Jeho hlavní nevýhodou je vysoký obsah chrómu, tj. při vystavení vysokým teplotám se rychle zhorší.
Níže jsou uvedeny příklady výroby těchto struktur:

Jak můžete vidět z fotografií, plátna jsou jednoduše zkroucená v několika vrstvách a držena řadou nýtů. Tento design však vyvolává řadu otázek:
- Pokud nýty nejsou vyrobeny z žáruvzdorné nerezové oceli, ztratí pod tepelným vlivem svůj tvar a jednoduše vypadnou ze struktury.
- Nedostatek připojovací zásuvky. Pokud se instalace provádí „tupým spojem“, pak existuje vysoká pravděpodobnost, že se spaliny dostanou do prostoru mezi ocelovými vrstvami. To povede k rychlému opotřebení.
- Ocel. Instalace takové konstrukce by měla být prováděna až po hlavním, spolehlivém komínu. Jinak jinak potrubí rychle shoří kvůli vysokým teplotám.
Chcete-li si vyrobit nerezový komín sami, měli byste zvolit správnou ocel. Vlastní sendvičový komín by měl sestávat z žáruvzdorné ocelové vnitřní a vnější trubky s dobrou odolností proti povětrnostním vlivům.
Prostor mezi trubkami je izolován čedičovou vlnou.
Technologie výroby
Po zakoupení materiálu byste měli zvážit způsob jeho zpracování. Ve výrobě se pro výrobu válcových prvků používají speciální válce a svařovací stroje. Doma je docela problematické „vyrovnat se“ s plechem z nerezové oceli. U některých zdrojů se doporučuje provést pomocí širokých svorek a ošetřit spoj plechu speciálním tepelně odolným tmelem. Tato výrobní metoda však nesplňuje nejzákladnější bezpečnostní požadavky na komíny.
Proto pokud není možné zpracovat ocelový plech na profesionálním zařízení, doporučuje se použít hotové prvky továrně vyrobeného nerezového komínu.
Abyste se přesvědčili o pracnosti výroby nerezových komínů, můžete sledovat video o procesu jejich výroby:
Profilové potrubí a jeho modifikace
Tento typ kovové konstrukce je velmi populární při stavbě skleníků a altánů na osobním pozemku. Hlavním rysem stavebního materiálu je, že při ohýbání může dojít k jeho poškození. Cestou z této situace může být vyplnění vnitřní dutiny jemným pískem nebo vodou. Tyto akce vylučují možnost poškození potrubí a dosahují vynikajícího výsledku. Tato technika je vhodná pro mosazné a duralové potrubí.
Pokud uvažujete o otázce, jak ohýbat trubku bez ohýbačky trubek pro vrchlík, můžete k tomu použít gumovou paličku. Používá se pro výrobky čtvercového tvaru. Potrubí je instalováno na spolehlivých podpěrách a poté je použita palička. Akce musí být přesné a plynulé, aby se vyloučila možnost poškození. Pokud je nutné dosáhnout velkého úhlu, je pro usnadnění procesu nutné potrubí zahřát na místě, kde by se mělo ohýbat.
Tvar nerezových trubek pro komíny, sendviče, kamna, vany: čtvercový, kulatý
Kulatá trubka je druh produktu, který je v průmyslových podnicích poptáván. Používá se při vytváření potrubí v ropném a plynárenském průmyslu, ve stavebnictví, zásobování vodou a vytápění, ve strojírenství, při vytváření nádob a válců.

Formuláře se mohou velmi lišit, pokud potřebujete něco neobvyklého, objednejte se u odborníka
Antikorozní obdélníkové trubky jsou běžné pro nosné konstrukce, podpěry a stojany zařízení. Hlavním plusem je lehkost ve srovnání s kulatými výrobky. Odborníci také zaznamenávají takový indikátor jako vynikající pevnost - díky výztužným žebrům profilu.
Čtvercová trubice je nepostradatelná při vytváření struktur pro potravinářský, farmaceutický a chemický průmysl. Pohled na profil výrobku je schopen odolat slušnému zatížení, například ve ventilačních systémech. Často je kupují soukromí obchodníci na stavbu plotů, skleníků a jiných chatek.Lehký a odolný profil je navíc vhodný pro výrobu houpaček a skluzavek.
Rozdíly jsou čistě vnější a nijak neovlivňují kvalitu zboží.
Metody ohýbání kov-plast
Docela často si majitelé předměstských nemovitostí říkají, jak sami ohýbat potrubí bez ohýbačky trubek. Pokud je k dispozici kov-plast, můžete použít svou vlastní sílu bez použití nástrojů po ruce. Výrobek je upnut a hladce ohnut. V tomto případě je důležité vyloučit pravděpodobnost skloňování. Je důležité se řídit pravidly, která stanoví, že na každé 2 cm obrobku může být úhel ohybu 15 °.
Pokud čelíte otázce, jak ohýbat trubku bez ohýbačky trubek pro skleník, můžete použít kousky drátu, které vyplňují vnitřní dutinu. To vám umožní dosáhnout rovnoměrného a hladkého ohybu v co nejkratším čase. Jako plnivo lze použít suchý jemný písek. Nalije se dovnitř a okraje jsou uzavřeny zátkami. Poté musí být jeden konec produktu připevněn, aby byla zajištěna spolehlivost a pevnost upevnění. K ohřátí skladu použijte plynový hořák nebo hořák. Materiál je zkontrolován na připravenost kusem papíru.

Zařízení na ohýbání trubek
Existuje mnoho způsobů, jak ohýbat potrubí, a to i ručně, ale existuje vysoké riziko zlomení. Proto je nejlepší k ohýbání použít speciální vybavení nebo materiály, které jsou k dispozici, což výrazně usnadní postup ohýbání.
Ohýbačka trubek
K ohýbání kovové trubky se používají speciální zařízení - profesionální ohýbačky trubek, různé konstrukce:
- Ruční ohýbačka trubek se používá k ohýbání trubek s malými průřezy. Toto zařízení zpravidla může ohýbat trubky vyrobené z barevných kovů a nerezové oceli. Před ohýbáním trubky z hliníku nebo nerezové oceli vložte jeden její konec do ohýbačky trubek a pomocí páky produkt postupně ohýbejte do požadovaného úhlu.
- hydraulické ohýbačky trubek jsou zařízení určená k ohýbání trubek velkých průměrů. V tomto zařízení jsou všechny síly působící na ohyb kompenzovány hydraulickými válci. Jak ohýbat trubku o velkém průměru pomocí hydraulického ohýbače trubek? Nejprve musíte určit místo ohybu, poté upevnit jeden konec trubky do drážek ohýbačky trubky a pomocí páky provádět translační pohyby.

- k ohýbání trubek s různými průřezy se používají elektromechanické ohýbačky trubek. Vyznačují se vysokou produktivitou, přesným ohýbáním trubek a bez nutnosti fyzické síly obsluhy. Taková zařízení jsou drahá, proto byste je neměli kupovat pro soukromé použití.


Rovnoběžná deska
Pokud je nesmírně nutné ohýbat trubku a nemáte po ruce ohýbačku trubek, můžete k ohýbání trubky použít desku - již ohnutý obrobek s drážkou, který je vhodný pro ohýbání kovových a kovoplastových trubek průměr až 45 mm. Trubka, která se má ohýbat, se vloží do speciální svorky na desce, upne se a ohne podél desky podél drážky. Tato metoda ohýbání bez ohýbačky trubek je poměrně primitivní, ale jak ukazuje praxe, je velmi spolehlivá.
Důležité! S rovinně rovnoběžnou deskou lze ohýbat pouze krátké trubky.
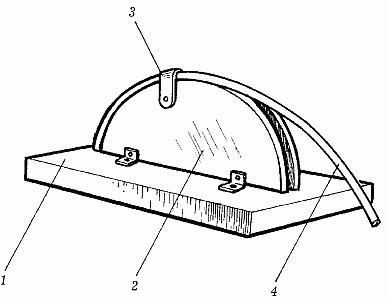
Obrázek ukazuje nejjednodušší konstrukci rovinně rovnoběžné desky, kde 1 je deska, 2 je deska, 3 je svorka, 4 je trubka, kterou je třeba ohýbat. Můžete si takové zařízení vyrobit sami.
Ocelová pružina
K ohýbání trubek z neželezných kovů, které jsou dostatečně měkké a poddajné a které se při ohýbání často poškozují nebo praskají, se používá ocelová pružina střední tvrdosti, jejíž průměr by měl umožňovat vstup do vnitřku trubky.Pružina se vloží na místo budoucího ohybu, po kterém lze trubku ohnout na koleno nebo upevněním ve svěráku. Ocelová pružina umožní, aby se stěny trubek snadno ohýbaly, aniž by se deformovaly nebo praskly, protože přebírají všechny tlakové síly a roztažení kovu.
Pamatuj si! Před zasunutím ocelové pružiny do trubky připojte na její konec dlouhý drát nebo silnou šňůru, pomocí které můžete pružinu po ohnutí snadno vytáhnout z trubky.
Metody ohýbání trubek z polypropylenu
Pokud je nutné změnit směr ohýbání polypropylenové trubky, lze použít jednu ze dvou možných metod. První zahrnuje zahřátí záhybu. K tomu se obvykle používá konstrukční vysoušeč vlasů. Optimální teplota ohřevu je 150 ° C. Ruce by měly být chráněny rukavicemi odolnými vůči vysokým teplotám.
V závěrečné fázi se produkt ohne do požadovaného tvaru. Zesílená stěna by měla být umístěna na vnější straně ohybu. Jakmile materiál vychladne, bude třeba zkontrolovat praskliny a promáčknutí. Jiný způsob ohýbání takové trubky je studený. Poloměr ohybu by však neměl být větší než 8 průměrů, jinak by se produkt mohl zlomit.
Metody ohýbání trubek bez ohýbačky trubek z různých materiálů
Často se stává, že je nutné potrubí okamžitě ohnout, abyste měli čas na dokončení pokládky vodovodního systému, instalaci vyhřívané podlahy nebo dokončení vytvoření zakřiveného výrobku, ale po ruce není ohýbačka potrubí a je velmi daleko do nejbližší dílny. Co dělat v takové situaci? A jak to ohýbat bez ohýbačky trubek?
Tipy pro ohýbání kovoplastové trubky
Při stavbě soukromých domů se často používají kovoplastové trubky, obvykle ohnuté. Nedoporučuje se je však ohýbat ohýbačkou trubek! Proto je lepší je ohýbat ručně - to je jednodušší a rychlejší. Ale nestojí za to ohýbat potrubí jedním tahem. Koneckonců existuje velké riziko jeho poškození. Proto je nejlepší provádět flexi postupně, pomalu, dopředu. Chcete-li to provést, musíte vzít trubku do rukou a ohnout ji v požadovaném úhlu v 5-6 přístupech.
Ohýbáme polypropylenovou trubku
Ohýbané polypropylenové trubky se zpravidla používají při pokládání vodovodů, topení a kanalizace, které obcházejí nějakou překážku. Ale polypropylen je poměrně tvrdý materiál, který se nehodí k ohýbání; když je ohnutý, je pružný a vrací se do své původní polohy.
Jak potom ohýbat polypropylenovou trubku? Použití průmyslového vysoušeče vlasů! Postupně se zahřívejte v místě záhybu a můžete jej ohýbat v libovolném úhlu. Hlavní věcí je neustále se zahřívat a současně jej ohýbat plynulými pohyby. Pamatujte však, že je také nemožné silně zahřát polypropylenovou trubku, protože se začne tavit.
Jak ohýbat plastovou trubku
Chcete-li ohýbat PVC trubku, musíte si koupit dřevovláknitou desku. Z nich můžete postavit rám, který je potřebný k tomu, aby struktura získala určitý tvar. Jakmile dáte talíři požadovaný tvar, měl by být broušen, je lepší použít jemný brusný papír.
Dalším krokem je vytvoření silikonového pláště pro plastový polotovar. Bude fungovat jako spojovací prvek pro konstrukci z PVC v rámu. Kromě toho bude hrát ochrannou roli proti třískám, mechanickému poškození a poškrábání. Objekt se vloží do připraveného ochranného pláště a místo ohýbání se poté zahřeje. Plast změkne a sedí na rámu. Tímto způsobem vytvoříte požadovaný tvar plastového polotovaru. Produkt je ponechán, dokud nevychladne. Bude to trvat 15 minut. Poté lze PVC trubku vyjmout z rámu a nechat ji úplně vychladnout.
Doporučení specialistů
Pokud se potýkáte s otázkou, jak ohýbat hliníkovou trubku bez ohýbačky trubek, můžete k provedení práce použít brusku, pomocí které je třeba v místě zamýšleného ohybu provést několik tenkých řezů. Produkt je předběžně upnut do svěráku. Jakmile jsou řezy provedeny, měly by být očištěny od třísek, až poté můžete začít ohýbat trubku.
Někdy je třeba produkt ohnout do kruhu. Jakmile se prsten zavře, otvory jsou svařeny a někteří řemeslníci k tomu používají dokonce páječku. Aby bylo místo záhybu čisté, je dodatečně obroušeno a pokryto ochranným prostředkem. Tím se eliminuje koroze a předčasné zničení spoje.
Vlastnosti ohýbání trubek

Všechny způsoby ohýbání obrobků lze rozdělit na ruční a mechanické, stejně jako horké a studené. Proces ohýbání je někdy doprovázen nežádoucími důsledky pro trubkový výrobek, které mají významný dopad na následnou činnost prvku. Stupeň projevu těchto důsledků závisí na materiálu, ze kterého je trubka vyrobena, na jeho průměru, poloměru ohybu a také na způsobu, jakým byl postup ohýbání proveden.
Negativní důsledky ohýbání zahrnují následující body:
- Snížení tloušťky stěny obrobku umístěného podél vnějšího poloměru ohybu.
- Tvorba záhybů a záhybů na zdi, která se nachází podél vnitřního poloměru ohybu.
- Změna konfigurace sekce (zmenšení velikosti lumenu a jeho tvarové ovalizace).
- Změna poloměru ohybu v důsledku pružicího účinku materiálu.
Nejběžnější nevýhodou ohýbání je změna konfigurace průřezu a tloušťky stěny. V důsledku kovových napětí se vnější stěna v ohybu ztenčí a vnitřní stěna naopak zesílí. To má za následek znatelné oslabení trubicového prvku. Tento jev je nebezpečný prasknutím vnější stěny potrubí, protože je vystaven většímu tlaku přepravovaného média.
Rovněž výrazně oslabuje ovulaci obrobku. Takový jev je obzvláště nebezpečný při ohýbání potrubí určeného k přepravě látky za podmínek pulzujícího zatížení. Pokud se takové prvky používají jako stavební konstrukce, pak ovalizace ovlivní vzhled prvku. Proto se v procesu ohýbání snaží takové jevy co nejvíce minimalizovat.
Pokud se na vnitřní stěně vytvoří záhyby v důsledku zesílení materiálu, bude to mít za následek nejen zmenšení průřezu, ale také vytvoří odpor pro pohybující se proud. To zase zvýší pravděpodobnost koroze. Kromě toho se sníží únosnost trubkového konstrukčního prvku.










