
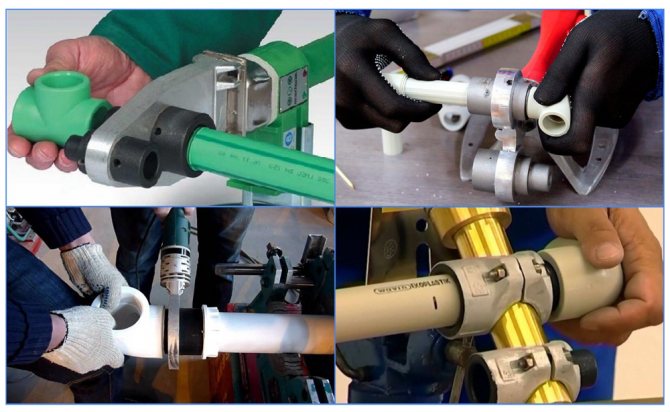

За висококачествен монтаж на водоснабдяване или отопление, на първо място, трябва да изберете инструмент за запояване на полипропиленови тръби. Използването на чугунени тръби за тези цели с използване на резбови връзки е в миналото и използването на полипропиленови тръби идва да замени, които са свързани чрез запояване. Това се прави с помощта на специален поялник с дюзи. Този инструмент придоби популярност не само сред специалисти, но и като доста достъпна цена, както и сред домашните майстори, които са свикнали да правят всичко сами.
Характеристики и оборудване на поялници
Поялникът за пропиленови тръби е подобен по дизайн и принцип на действие на обикновения желязо, той се различава само по форма и предназначение.
Основните части са термостат и мощен нагревателен елемент, както и ергономична дръжка, стойка и сменяеми дюзи за различни диаметри на тръбите.
Пморегулаторът гарантира, че се поддържа определена температура, тъй като прегрятият или преохладеният полипропилен няма да осигури висококачествена връзка по време на процеса на запояване. Друга цел на термостата е да предпази нагревателния елемент от прегряване. Според своя дизайн нагревателният елемент може да бъде два вида - кръгъл (дюзите са нанизани върху него) и плосък под формата на желязна подметка с отвори за закрепване на дюзи. Вторият вариант е по-популярен.
Дюзите за различни диаметри на тръбите са включени в комплекта и броят им може да е различен за различните комплекти, тук вече зависи от вас да изберете. Те могат да бъдат закупени отделно, ако е необходимо. Дюзите имат специално покритие, което предотвратява залепването на PP. Някои комплекти включват и специални ножици за рязане на пропиленови тръби. Това е необходим инструмент за инсталиране, така че ако вашият комплект не ги включва, тогава определено трябва да ги закупите. По правило поялникът се продава в удобен метален калъф за транспортиране и съхранение на всички негови части.
Този инструмент е проектиран да работи на 220 волта мрежа. Скоростта на нагряване зависи от мощността на поялника. За да работите с тръби с диаметър от 16 до 63 мм, достатъчно е да имате поялник с мощност от 850 вата, а ако ще работите с диаметри до 125 мм, ще ви е необходим инструмент с мощност до 1500 вата. Оптималната температура за спояване на пропиленови тръби се настройва с копчето на термостата на стойност от + 260 ° C. Когато тази стойност бъде достигната, термостатът ще спре по-нататъшното нагряване, което ще бъде сигнализирано от светлина върху корпуса.
1pokanalizacii.ru
Оборудване
За да заваряват тръби със собствените си ръце, начинаещите ще трябва:
- Фреза за тръби. Позволява ви да изрязвате елементи по размер. Когато правите работа със собствените си ръце, използвайте ножици за рязане, ножовка с фин зъб. Те не ви позволяват да оформите прав разрез и често деформират изрязания елемент. За да се получи плавен разрез и да се запази геометрията, се използва кръгъл фреза за тръби за пластмасови тръби.
- Тример. Образува фаска на разреза. Премахва натъртванията. Предотвратява разслояване на стените на продукти, подсилени с метално фолио. Вътрешният фолио слой се отстранява с дължина до 2 мм.
- Измервателни инструменти и молив. Вместо молив се използва специален маркер, за да се остави ясно видим белег на повърхността на полипропиленовите тръби.
- Алкохолни кърпички. Те помагат за обезмасляване и запрашаване на зоната на заваряване.
- Заваръчна машина със сменяема муфа. В началния етап е достатъчно устройство с мощност до 1 kW. Тя ще ви позволи да заварявате продукти с диаметър до 63 мм. Професионалните модели имат много мощ. В същото време се нагряват два чифта контакти с различен диаметър.
В нашия каталог ще намерите всички модели заваръчни агрегати, които са включени в рейтинга на тръбни машини за заваряване като най-ефективните модели.
Инструменти за запояване
За да свържете отделните части на водоснабдителната система, е необходимо да използвате технологии за излагане на температура. Появането или заваряването на пластмасови тръби позволява дифузия на пластмасови молекули, което води до здрава и плътна връзка.

Фото - апарат за запояване на пластмасови комуникации
Тези работи се извършват с помощта на специални устройства - заваръчен инвертор за пластмасови тръби или пистолет:
- Заварчикът се счита за по-професионален апарат и се използва главно от опитни водопроводчици. Цената му е с порядък по-висока от стандартния домакински пистолет;
- Пистолетът е вид поялник, който може точково да повлияе на отделни части от пластмасови или металопластикови комуникации.
Заваръчните машини могат да бъдат класифицирани по мощност. Сега най-популярни са универсалните модели за 1500-1600 вата. Те са удобни за домакинство, освен това комплектът включва и комплект дюзи за работа с различни видове тръбопроводи.
Снимка - дизайн на поялник
Трябва да се отбележи, че освен специални устройства ще са необходими и допълнителни инструменти. По-специално това са ножици за изрязване на водопроводни части. А също и ролков нож за тръби, който ви позволява да осигурите най-равномерното и гладко нарязване на повърхността на комуникациите.
Също така, когато работите с металопластикови или армирани с фолио тръби, ще ви е необходим инструмент за почистване - мелница. Той изравнява режещия ръб, който често оставя малки неравности след изрязване на желаната област. Ако пренебрегнете този процес, тогава връзката може да не е достатъчно здрава и стегната, което ще повлияе на работата на цялата канализационна система.
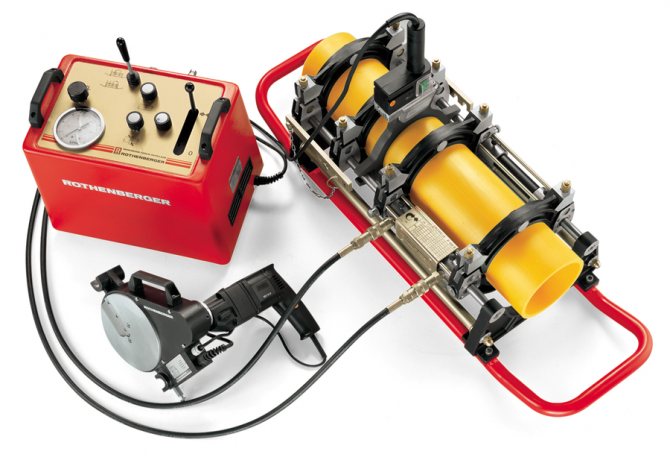
Ако се изисква запояване на тръби от пластмаса с голям диаметър - от 110 mm, тогава се използва електрически съединител. Той се натиска върху ставата и загрява ставата. В процеса центрирането на отделни участъци от комуникациите играе основна роля, тъй като е почти невъзможно да се контролира процесът по време на заваряване. За работа с такова устройство се използва специална центрираща машина, която ви позволява да изравните повърхността на изрязване, за да получите най-плътния шев. Мощността на съединителите е малко по-различна от мощността на заваръчните машини и запояващите пистолети, в повечето случаи се изискват малко по-високи стойности - над 1500 вата.
Студеното запояване също често се използва у дома. Технологията включва използването на агресивно лепило, което осигурява дифузия на пластмасови молекули без използването на нагревателни елементи. Основното предимство на този метод е неговата простота. Такова заваряване може лесно да се извърши дори без опит; освен това не се изисква закупуването на допълнителни устройства. Но в същото време такова запояване се счита за краткотрайно, т.е. по-скоро е спешна мярка, отколкото вариант за постоянно свързване на тръби.
Снимка - пример за студено запояване на пластмасови комуникации
Можете да си купите инструмент за запояване на пластмасови тръби в почти всеки водопровод, средно струва от 800 рубли до няколко десетки хиляди. Например в Севастопол цената на WESTER DWM 1000B варира от 1800 рубли до 2000 г. Цената зависи от декларираната мощност на устройството, марката и неговата цел.
Видео: как правилно да спойка пластмасови тръби
Мечовидни апарати
Тези евтини устройства са проектирани да работят в домашна среда. Те заваряват полипропиленови тръби с диаметър до 40 mm. Външният вид на нагревателните плочи в много модели е много подобен на този на домакинската ютия. Плочите на нагревателния елемент имат отвори, в които са монтирани сменяеми дюзи.

При заваряване на полипропиленови тръби положителните отзиви се отнасят до модела PRORAB 6405-K. Отличава се с достатъчна надеждност и относително ниска цена. Перфектен за домашна работа. Този апарат се състои от нагревателна плоча, термостат и дръжка. Комплектът поялник за заваряване на полипропиленови тръби може да включва и допълнително оборудване: фреза, устройство за скосяване, устройство за отстраняване на армировка.
Инструкции за запояване
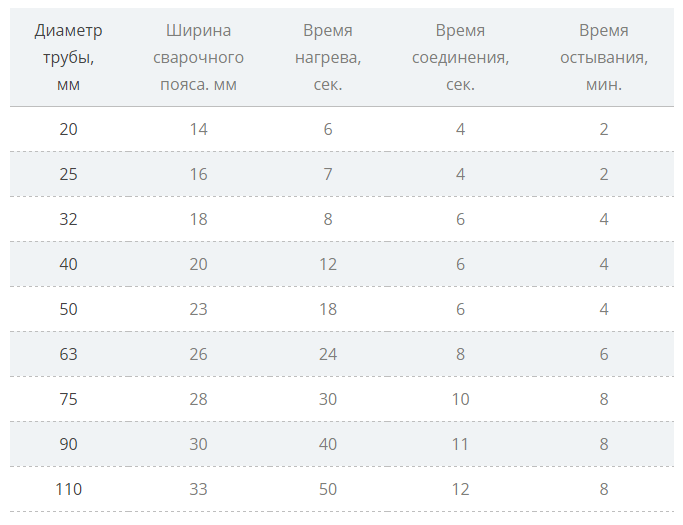
Самозаваряването на пластмасови тръбопроводи се извършва с помощта на канализационен проект и в съответствие с GOSTs. За всеки материал запояването се извършва в съответствие с определена температура, таблицата по-долу ще ви помогне да изберете правилните стойности:
| Диаметър, мм | Отопление, секунди | Заваряване, секунди | Охлаждане, секунди |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Инструкции стъпка по стъпка за запояване на пластмасови тръби на отоплителни системи или свързване на водопровод:
- На заваръчното устройство трябва да инсталирате специални дюзи, например фитинги за тръби от 25 мм. С помощта на масата се определя времето на нагряването им, температурата според стандартите е около 260 градуса. Това е оптималният параметър за запояване на конвенционални пластмасови и подсилени тръби;
- След това се подготвят други водопроводни инструменти. Не забравяйте да проверите дали фрезата е заточена преди рязане. За малки диаметри разрезът се препоръчва не под прав ъгъл, а под 45 градуса; Снимка - комплект за запояване
- Сега трябва да измерите размера на фитинга на тръбата и да вземете предвид празнината от 1 мм. Той трябва да присъства при присъединяването. Маркирайте го в комуникациите. Това е много важно, тъй като фитингите не могат да бъдат натиснати докрай, след нагряване пластмасата ще се разшири леко;
- На предварително загрята дюза трябва да се постави фитинг, след което да се вкара тръба в друг отвор на свързващата част. Освен това пистолетът се загрява и дюзата се загрява отново по цялата дължина; Снимка - нагревателни елементи
- Остава внимателно да извадите загрятите части и да ги свържете. Резултатът ще бъде здрав и запечатан монтаж с обков;
- Следващият етап на запояване на тръбите включва повторно нагряване на поялника, но едва сега парче с фитинг се поставя върху дюзата и свободната част на комуникацията се вкарва в друг отвор;
- След нагряване операцията се повтаря: частите се отстраняват от дюзата и се свързват.
Когато работата приключи, трябва да изчакате определеното време за охлаждане на връзката, някои майстори също използват сешоар, за да ускорят процеса.
Снимка - сешоар за пластмаса
Понякога нагревателната ютия не може да се използва и се налага използването на електрофузионни втулки. Техният принцип на действие е много подобен на описания по-горе, основната разлика е, че за такова спояване на тръби целият апарат се загрява напълно, а не отделните му дюзи.
Преди започване на заваряването е задължително да обезмаслите секциите, както и да ги почистите от прах и мръсотия. За целта избършете фитинга и втулката с алкохол отвътре и тръбата отвън. Появането се извършва по същия начин, както беше споменато по-рано.
Препоръки на водопроводчик:
- Не прилагайте прекалено голям натиск, когато свързвате тръбата към фитинга. След запояване пластмасата става по-гъвкава, поради което при прекомерен натиск могат да се появят бръчки вътре в тръбата;
- Не позволявайте на арматурата да тече свободно по тръбата;
- Обърнете голямо внимание на времето и температурата на нагряване. Ако надвишите или, обратно, намалите тези показатели, тогава монтирането ще се окаже крехко;
- Когато работите у дома с тръби за вода или канализация, оставете празнина не повече от 1 мм в точката на закрепване, в противен случай в тази зона ще има течове.
www.kanalizaciya-stroy.ru
Как трябва да работите
- На първо място, трябва да изготвите работен план (за предпочитане на хартия), да изберете места за полагане на тръби. Тази дейност ще намали ненужните стъпки и неудобното заваряване в движение. Трябва да признаете, че е много по-добре и по-лесно да сглобите тръбите на работното място и да ги монтирате в системата с няколко прости движения.
- За да се свържат полипропиленови тръби, е необходимо нагряване на ръбовете на частите, които трябва да се съединят. Елементите се поставят върху дюзата, трябва да ги задържите на дюзата за няколко секунди. Тръбите се нагряват отвън, вътрешната част на елемента се нагрява в втулката.
- След нагряване на елементите, опитайте се да ги съберете в правилната структура възможно най-скоро. Ако е необходима настройка, само няколко секунди са всичко, на което можете да разчитате. Най-често работата се извършва на око. Не се препоръчва усукване на елементите.
- Не дръжте полипропилена в поялника много дълго. Висококачествена връзка се получава само чрез нагряване до правилната температура. Полипропиленът може да изтече от прегряване, херметичността ще бъде нарушена.
Уверете се, че сте включили крана на съединителя, преди да запоявате PP тръбите!
- Ако сте направили всичко правилно, малко количество пластмаса ще излезе и ще плава върху ръкава. Ако възникнат трудности при обличането, трябва да се премахнат завои от пластмаса, фаска.
Германските разпоредби DVS-2207-1 предвиждат ъгъл на тръбата от петнадесет градуса и вдлъбнатина от два до три милиметра. В Руската федерация, според стандартите - ъгъл от четиридесет и пет градуса и задълбочаване с една трета от дебелината. Съответно, ако фаската е четна, тогава тя може да бъде в определените граници.
- За правилна безопасност заваръчното устройство трябва да бъде поставено на специална стойка. Не забравяйте да зададете правилната температура на двеста шестдесет градуса по Целзий (за да ускорите процеса, можете да го настроите на двеста и осемдесет градуса). По-ниските и по-високите температури ще доведат до некачествени връзки. Когато купувате машина за запояване, изберете модел с термостат.
- Тръбите и другите елементи се поставят върху дюзата с малко усилия поради доста впечатляващия радиус. Можете да ги завъртите малко, за да улесните поставянето на приставката. В същото време не трябва да поставяте тръби на дюзата до самия край, за да не разтопите краищата. Използвайте маркер, за да знаете правилната дълбочина.
- Възможно е да се готви по тегло само след сглобяване на всички основни елементи.
Обикновените полипропиленови тръби не могат да функционират под налягане; те трябва да се използват за системи за водоснабдяване със студена вода. И под налягане - подсилени полипропиленови тръби. Преди заваряване ще трябва да премахнете малки части от армировката с самобръсначка.
Не поставяйте пластмасови тръби твърде близо до отоплителния котел. За това се използва метална тръба с дължина повече от половин метър.
Устройството и принципът на действие на инструмента за заваряване на полипропилен
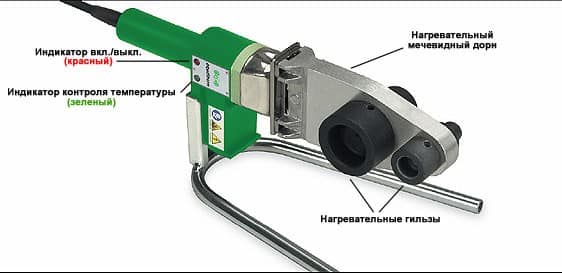
Днес много местни и чуждестранни компании се занимават с производството на оборудване за свързване на пластмасови тръби, които се опитват да го направят възможно най-удобно и ефективно. За това поялниците са оборудвани с допълнителни функции, техният външен вид, разположението на дръжките и методите за закрепване на дюзите се променят. Основните елементи и възли обаче остават същите (фиг. 1):
- термостат;
- нагревателен елемент (нагревателен елемент);
- тяло с дръжка;
- дюзи.
Според принципа на работа апаратът за заваряване на полипропиленови тръби наподобява обикновено желязо. Първо, нагревателният елемент загрява печката. Той отделя топлината си към дюзите, които загряват пластмасата до определена температура, като по този начин се постига необходимия вискозитет.Целият процес се следи от термостат, с помощта на който температурата на нагряване се поддържа в определените граници.
Надеждността на полипропиленовата връзка директно зависи от стабилността на термостата. Обикновено евтините поялници са оборудвани с нискокачествени термостати. Това води до факта, че по време на процеса на заваряване пластмасата се прегрява или подгрява. В резултат на това получавате лоша връзка. Ето защо не трябва да спестявате от закупуване на поялник. При избора на инструмент за запояване на полипропилен е необходимо да се даде предимство на оборудването с плавен контрол на температурата и точно калибриране.
Оборудване за свързване на тръби чрез заваряване
Всяка машина за заваряване на полипропиленови тръби има работна повърхност, която се загрява от действието на електрически ток. Устройството може да бъде оборудвано с един или повече нагревателни елементи, които загряват различни дюзи. Именно тези устройства с различен диаметър ви позволяват да работите с различни тръби с едно устройство. У дома това оборудване се нарича ютия за заваряване на полипропиленови тръби.
Като правило машините имат четири комплекта дюзи за заваряване в комплект, които ви позволяват да свържете почти всяка тръба, използвана в битовите системи. Дюзите за заваряване на полипропиленови тръби са покрити с тефлоново пръскане, което изключва възможността за залепване на пластмаса по време на нагряване. Независимото производство на тези устройства е невъзможно поради сложността на процеса на пръскане.
Как да изберем ютия за заваряване на полипропиленови тръби
Когато купувате инструмент за запояване на полипропилен, трябва да се обърне специално внимание на следните характеристики:
- мощност;
- комплект дюзи;
- пълен комплект;
- производител.
Мощността е основната техническа характеристика на поялника, от която зависи максималният диаметър на свързаните елементи, както и тяхното време за нагряване и съответно скоростта на заваряване. Трябва обаче да се има предвид, че когато купувате инструмент, не е нужно да преследвате мощност, тъй като с увеличаването му цената на оборудването също се увеличава.
Избирайки устройство за запояване на полипропиленови тръби по отношение на мощността, е необходимо да се умножи диаметърът на свързаните елементи по 10.
В резултат на това ще получите стойността на минималната мощност на инструмента. Например, ако при проектирането на отоплителна система трябва да свържете тръби с напречно сечение от 40 мм, тогава в този случай трябва да закупите поялник с капацитет най-малко 0,4 kW. За да извършите ремонтни дейности във вашия апартамент или частна къща, мощността на ютията от 0,7 kW ще бъде достатъчна. Ако планирате да използвате поялник за професионални цели, когато диаметърът на тръбата може да достигне 100 мм, препоръчително е да закупите устройство с мощност до 2 kW.
Комплект дюзи. Висококачествените дюзи за спояване на полипропиленови тръби трябва да отговарят на следните условия:
- имат добро разсейване на топлината;
- имат висока механична якост;
- поддържат техния размер, когато температурата падне.
Почти цялото съвременно оборудване за заваряване на тръби има способността да използва едновременно няколко дюзи с различен диаметър. Това ви позволява значително да намалите времето за монтажни работи, тъй като няма нужда да чакате, докато дюзата се охлади, за да я замените.
Структурно всички дюзи се състоят от 2 части: за външно (втулка) и вътрешно (дорник) отопление на полипропилен (фиг. 2). Всяка сплав, която отговаря на всички изисквания, представени по-горе, може да се използва като материал за производство. При производството на приставки за увеличаване на тяхната здравина и издръжливост се използват различни покрития. Най-често това е тефлон, който също има незалепващо свойство, така че нагрятата пластмаса няма да се придържа към приставките.
Комплект за заваряване на полипропиленови тръби може да има следния пълен комплект:
- Пълна. Перфектен за професионален заварчик. Пакетът включва заваръчна машина, гаечен ключ за дюзи, пълен комплект дюзи и допълнителни инструменти, които улесняват монтажните работи (фреза, рулетка и др.).
- Средно аритметично. Включва заваръчна машина, гаечен ключ и често използвани дюзи (20, 25, 32 и 40 мм). Ако имате нужда от други дюзи за заваряване на тръби, те могат да бъдат закупени отделно.
- Минимумът. Включени са само поялник за заваряване и ключ за дюзи. Такъв комплект има относително ниска цена и е идеален, ако трябва да запоявате тръби със същия диаметър.
Производствена фирма. На пазара на ВиК оборудване има поялници за запояване на полипропиленови тръби от различни производители. Сред тях първото място по качество на изработка и лекота на използване се заема от чешки и немски инструменти. Трябва да се отбележи, че е доста скъпо, затова се препоръчва да го купувате само за професионална работа.
Турските и местните модели поялници са по-евтини от германските и чешките си колеги, но техническите им характеристики са малко по-лоши. За частна употреба такова оборудване е най-подходящо. Китайските поялници са най-достъпните, но ниската цена често се превръща в кратък експлоатационен живот.
Ако имате нужда от поялник за единичен ремонт, тогава китайските модели са най-добрият вариант.


Често срещани грешки при заваряване на полипропиленови тръби
Когато инсталират полипропиленови водопроводни тръби, начинаещите водопроводчици у дома понякога допускат някои грешки, които влияят отрицателно върху качеството на заваряването:
- Наличието на мръсотия и остатъци от вода върху повърхностите, които ще се заваряват. Опитният майстор никога няма да забрави да почисти повърхностите, които трябва да се заваряват, тъй като дори леко замърсяване или наличието на малко количество вода води до сериозни нарушения в качеството на фугата;
- Неправилно позициониране. Когато свързва отопляеми елементи, начинаещият майстор има много малко време за правилното взаимно монтиране на елементите; след този кратък период промяната в относителното положение на тръбата и гнездото води до отслабване на връзката;
- Несъответствие на материалите. Лошата връзка може да бъде причинена от некачествени тръби и фитинги. В този случай дори опитен инсталатор е малко вероятно да може да гарантира качествена връзка. Но има и друг вариант: когато се опитвате да комбинирате два висококачествени елемента от различни производители. Известна разлика в химичния състав на полимерите от различни производители може да попречи на образуването на висококачествена заварка.
В заключение може да се отбележи, че заваряването на полипропиленови тръби със собствените си ръце, при спазване на технологични норми и правила, е напълно способно да осигури висококачествено свързване на елементите за водоснабдяване.


Технология за запояване на полипропиленови тръби
Появането на пластмасови тръби е съвсем просто. Основното е да се спазва температурният режим и времето за нагряване на материала. Първо, поялникът е инсталиран на маса или друга надеждна основа, след което към него с помощта на ключ е прикрепена дюза от необходимата секция. След това на устройството се задава необходимата температура, до която то се загрява за около 10 минути.
След това краищата на тръбите, които трябва да бъдат свързани, и свързващият елемент (ъгъл, съединител, MPH, MPV) се поставят върху дюзата. След няколко секунди (времето на задържане зависи от мощността на поялника и диаметъра на тръбите), пластмасовите изделия се отстраняват от дюзите и се свързват помежду си.
Няма нищо трудно при избора на поялник за запояване на полипропилен. Основното нещо е да знаете с каква цел имате нужда.И ако, когато използвате инструмента, спазвате всички правила за неговата работа, тогава можете да бъдете сигурни, че такова оборудване ще продължи след гаранционния период.
expertvarki.ru
Температура на запояване
Необходимо е температурата на заваряване на полипропиленовите тръби да бъде около 260 ° C. Обикновено всеки поялник (със или без контрол на температурата) може да осигури тази стойност.
Качеството на шевовете на заваряване на полипропиленови тръби се отразява в избора на оптимален температурен режим и времето на задържане на материала при нагряване. Ако тези параметри са под необходимата стойност, тогава фугата не е достатъчно здрава, с течение на времето може да изтече. Когато времето за нагряване и температурата са твърде високи, материалът се топи силно, шевът се оказва твърде голям и грозен. Освен това влизането вътре може значително да намали диаметъра.
Трябва да се вземе предвид и температурата около заваръчната машина, ако е ниска, е необходимо да се увеличи времето на задържане с 2 секунди, ако е висока, напротив, да се намали. Придържайки се към тези прости правила, заваряването на полипропиленови тръби със собствените си ръце ще бъде лесно.
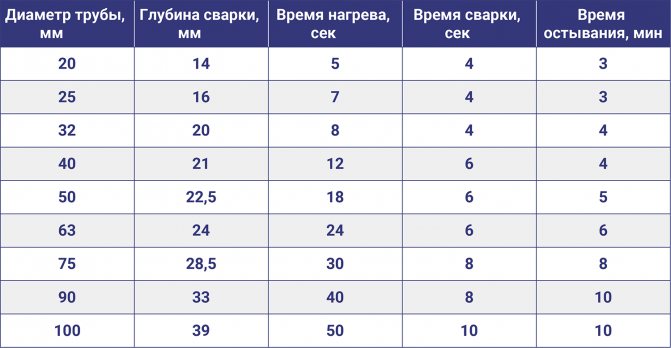
Диаметърът на тръбата също е от голямо значение. Таблицата описва необходимите параметри при + 20 ° C как правилно да се заваряват полипропиленови тръби.
| Външен диаметър на тръбите, mm | Време за нагряване, с |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Машина за челно заваряване на полипропиленови тръби с голям диаметър
Специфичност на спояване на полипропиленови тръби
Процесът на запояване се извършва поради изразените термопластични свойства на материала. Полипропиленът омекотява при нагряване - придобива състояние, подобно на пластилина.
Общо описание на технологията
Връщането на материала до нормален температурен фон допринася за втвърдяването на структурата му до нормално състояние. Тези свойства са се превърнали в основната технология на запояване, която на технически език се нарича полифузионно заваряване.
На практика се използват два метода за съединяване на заваряваните части:
- Куплиране.
- Направо.
Първата техника на заваряване показва как можете да запоявате полипропиленови тръби с помощта на оформено парче - втулка или тръба с по-голям външен диаметър. Обикновено по този начин се запояват пластмасови тръби, чийто диаметър не надвишава 63 mm.
Принципът на заваряване на две части, в този случай, се основава на топене на част от тръбата по външната обиколка и част на втулката по вътрешната област. След това и двете части прилепват плътно.
Вторият метод - директен контакт, се основава на същия принцип на топене на малки участъци от пластмасови тръби с последващото им съединяване. Но в тази версия две тръби с еднакъв диаметър действат като челни елементи и те са съединени от крайните си повърхности. Този, на пръв поглед, неусложнен метод за запояване на полипропилен изисква висока прецизна обработка на местата на съединенията и прецизна инсталация на две части по осите по време на запояването им.
Заедно с посочените "горещи" технологии се практикува и техниката на "студено" запояване. Тук като активен компонент за запояване се използва специален разтворител, който може да омекоти структурата на полипропилена. Тази техника обаче не се различава с високо ниво на популярност.
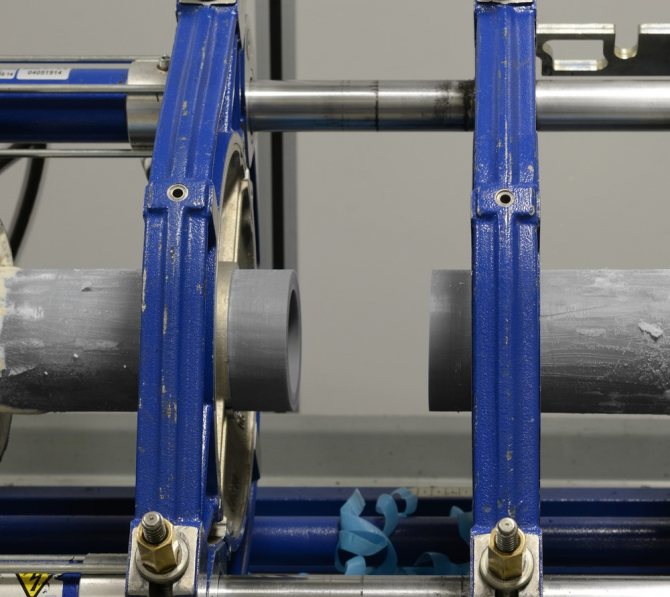
Поялни машини за заваряване на тръби
Както свързването, така и директната техника изискват пластмасовите тръби да бъдат запоени със специални заваръчни машини. В структурно отношение техниката на запояване е нещо като електрическо желязо. Основата на устройствата е масивен метален нагревателен елемент, на чиято повърхност са монтирани подвижни дюзи - метални заготовки с различен диаметър.
За челно заваряване конструкциите на запояващите машини са с повишена сложност. Обикновено такова оборудване включва не само нагревателен елемент, но и система за центриране на заваряваните части.По правило оборудването за директно заваряване, подобно на самата технология, рядко се използва в битовата сфера. Приоритет за използване тук е индустриалният сектор.
В допълнение към поялниците, капитанът ще се нуждае и от:
- ножици за полипропилен (фреза за тръби);
- строителна лента;
- ключарски площад;
- самобръсначка (за тръби с армировка);
- маркер (молив);
- обезмаслител на повърхността.
Тъй като работата се извършва на високотемпературно оборудване, е задължително да носите плътни работни ръкавици на ръцете си.
Процедура за заваряване с полипропилен
Важно предупреждение! Заваръчните работи върху полимерни материали трябва да се извършват при добри вентилационни условия. Когато полимерите се нагряват и топят, се отделят токсични вещества, които в определена концентрация имат сериозен ефект върху човешкото здраве.
Първата стъпка е да се подготвите за работа:
- Поставете заготовки с необходимия диаметър върху плочата на нагревателя.
- Задайте регулатора на температурата на поялника на 260 ° C.
- Подгответе свързващите части (маркировка, скосяване, обезмасляване).
- Включете станцията за запояване.
- Изчакайте, докато се достигне работната температура (зеленият индикатор се включва).
Едновременно натиснете свързващите части (тръба - съединител) върху заготовките на станцията за запояване. В този случай полипропиленовата тръба се избутва във вътрешната зона на единия слитък, а втулката (или гнездото на оформената част) върху външната повърхност на друг слитък.
Обикновено краищата на тръбата се вкарват по границата на предварително маркираната линия и втулката се натиска, докато спре. Когато държите полипропиленови части върху затоплени заготовки, трябва да помните за важен нюанс на технологията - времето за задържане.
Ако забавянето във времето е недостатъчно, съществува риск от получаване на ниска степен на дифузия на материала, което ще повлияе на качеството на кръстовището. Ако времето на топене е твърде много, това води до деформация на структурата на детайла и също не гарантира висококачествено запояване. Препоръчва се използването на таблицата, която посочва оптималното време за тръби с различни технически параметри.
График за запояване на полипропиленови тръби
След като задържат частите върху заготовките за оптимален период от време, те се отстраняват и бързо се съединяват от нагретите части. Процедурата на съединяване трябва да се извърши точно, бързо (по отношение на времето в таблицата), като същевременно се наблюдава подравняването на частите, които трябва да се запоят. Позволено е да се правят незначителни настройки по осите (в рамките на 1-2 секунди), но е неприемливо да се въртят частите, една спрямо друга.
Трябва да се отбележи: посоченото време за спояване на всякакви полипропиленови тръби може да се регулира в зависимост от условията на работа и параметрите на материала. Например, ако инсталацията се извършва при минусови околни температури, естествено посочените норми се увеличават до 50% от номиналните. За всеки отделно взети нестандартни условия времето за нагряване се избира чрез метода на тестовото запояване.
Как правилно да запоявате полипропиленови тръби
Полипропиленовият материал има изразени термопластични свойства. Следователно PP продуктите стават пластмасови при нагряване. С повишаване на температурата тяхната структура омеква. В това състояние полипропиленът прилича на пластилин.

Запояване
Нагряването и охлаждането на материала ви позволява да получите надеждна фуга. Връзката е бърза. Ако се изпълнява бавно, качеството на връзката се влошава.
Появане на полипропиленова тръба - полифузионно заваряване. Поради това се извършва с помощта на специален поялник. Инструментът ви позволява бързо да загреете материала до желаната температура. Обикновено стойността му е между 300 и 320 ° C. Полипропиленът обаче започва да се топи вече при 149 ° С.
Не се препоръчва нагряване на PP тръби над допустимите норми и въздействие върху тях с прегрял инструмент. В резултат на такива действия материалът ще загуби свойствата си и продуктът лесно ще се огъне.
Описание на заваръчната технология
На практика се използват два метода за свързване на тръбни полипропиленови продукти: съединителен и челен метод.
Принципът на технологията за запояване на полипропиленови тръби е прост, защото ви позволява да извършвате висококачествено заваряване с минимални умения. Изпълнителят ще трябва да похарчи малко усилия и пари, за да постигне резултата.
Начинаещите по-често използват метода на свързване, който изисква по-малко умения. Тя се основава на използването на оформени части. Това е права част от тръба или съединител.

Запояване на съединителя
Свързващите елементи са с по-голям диаметър от основния тръбопровод. В тях се вкарват праволинейни комуникационни елементи от двете страни до определена дълбочина, в зависимост от диаметъра.
У дома се използва тази конкретна опция за скачване. Той свързва тръбопроводи с диаметър до 63 мм.
Принципът на метода на съединителя е да се стопи част от външната повърхност на детайла. Също така, вътрешната зона на свързващия елемент. След нагряване двата елемента са плътно свързани.
Методът на приклад е директен вариант за свързване на системни части. Също така се реализира благодарение на топенето на РР елементите, но само в този случай краищата със същия голям диаметър се нагряват. Този метод не включва използването на фитинги.
По време на заваряване на полипропиленови тръби с голям диаметър не се допускат отклонения от оста на свързаните елементи. Дори малкото изместване води до намаляване на вътрешния участък на системата в тази област.

Челно заваряване
Това води до забавяне на движението на течността в комуникацията. За точно съединяване на части, освен нагревателния инструмент, се използва и допълнителна система за центриране.
Заваръчни машини
Структурно всички машини за заваряване на гнезда на полипропиленови тръби са подобни на електрически ютии. Устройствата имат нагревателни елементи и сменяеми дюзи с различен диаметър. Такъв инструмент обикновено се нарича заваръчна ютия.

Поялник тип "ютия"
За крайно свързване се използват по-сложни заваръчни машини. Оборудването за директна връзка се използва в промишлени съоръжения.

Машина за челно заваряване
Когато работите с всякакъв вид нагревателни инструменти, трябва да се носят ръкавици от плътна тъкан.
Процес на заваряване
За да се намали вероятността от грешка, всички операции трябва да се извършват точно, точно и изключително последователно.
Инструкция за запояване на полипропиленови тръби:
- Ефективната работа на вентилацията се осигурява или проверява в помещението, тъй като по време на запояване на полимерните материали се отделят токсични вещества. Следователно е необходимо да се създаде ефективна циркулация на въздуха, за да се предпази тялото от високи концентрации на вредни елементи.
- Ръбовете на изрязаните детайли се обработват с помощта на облицовъчен инструмент или специален инструмент за скосяване, за да се опрости процесът на съединяване на части.
- Повърхностите, които ще се съединяват, се почистват от прах и се обезмасляват с помощта на бял спирт, който трябва да изсъхне напълно естествено. Не се допускат капчици вода, тъй като когато температурата се повиши, се образува пара, която ще предизвика появата на пори в материала. Те ще влошат качеството на фугата.
- Препоръчителната температура на запояване е зададена на поялника и устройството е включено. Нагряването се извършва до + 260 ° C, независимо от диаметъра. Сменя се само отоплителният период.
- След като светне зелената светлина, заваряването започва чрез монтиране на права секция върху дюзата на втулката и монтажния елемент на дорника. Това ви позволява едновременно да загреете две части до необходимата температура.
- Отоплението се извършва през определеното време за спояване на полипропиленови тръби, посочено в таблицата.След това правият и оформен елемент се отстранява от устройството и бързо се свързва един с друг.

Нагревателни елементи

Свързване и фиксиране
Необходимо е да придържате опорните части неподвижно, без да се усуквате, докато материалът се охлади. Позволено е да се коригира тяхното подравняване в рамките на 1-2 секунди. Други движения ще доведат до нарушаване на молекулярните връзки, което често причинява течове по време на работата на системите.
Преди да извършите тази операция, първо трябва да начертаете линия на участъка на тръбата, като посочите дълбочината, до която тя ще бъде вкарана във фитинга, докато спре. Посоченото разстояние също ви позволява да затопляте само необходимото място с поялник. За всеки диаметър на тръбата се използва различна стойност.
Маса за запояване на полипропиленови тръби
Ако не издържате на времето за нагряване, няма да работи добре за запояване на връзката. Подгряването предотвратява дифузия на материала. Прегряването ще доведе до деформация на продуктите. Затова винаги трябва да използвате стойностите от таблицата.
Време за запояване на маса от полипропиленови тръби
По време на запояване на тънкостенни тръбни продукти времето за нагряване на тези елементи се намалява с 2 пъти, но периодът на нагряване на съединителите не може да бъде променен. Той трябва да съответства на препоръчаните стойности. Когато работите на открито или в неотопляемо помещение, където температурата е под + 5 ° C, е необходимо PP продуктът да се загрее с 50% по-дълго.
Ако се спазват времето за нагряване, отстраняването от поялника и свързването на части, тяхното фиксиране и температурата на заваряване на полипропиленовите тръби, около обиколката на съединението се оформя перфектно оформена перла. Височината му обикновено е 1 мм. Той не пречи на движението на течността. Създадена е и кокетна яка отвън. Това не разваля външния вид на кръстовището.
Твърди спойки с армировка
Нека да разгледаме как правилно да запояваме подсилени полипропиленови тръби. Отстраняването на защитния материал е задължително тук. Наличието на подсилен слой (алуминиево фолио) в конструкцията на тръбата изисква допълнително нагряване. Но не това е въпросът.
Обикновено тези продукти имат голям диаметър и не отговарят на стандартните накрайници за поялници. Те трябва да бъдат почистени преди процеса на запояване. Изключение правят усилените с фибростъкло тръби. Те са запоени по стандартен начин.
Предвид разнообразието от технологии за укрепване на полипропиленови тръби, преди запояване се използват различни методи за обработка. Традиционно за стрипсинг се използва север.
Това име има специално устройство под формата на метална втулка с ножове. Schweier се поставя в крайната част на тръбата, за да се споява, и подсиленият слой се остъргва с въртеливи движения около оста на тръбата, за да се почисти пластмасата.
Ако подсиленият слой е разположен в средната част на стената на пластмасовата тръба, тук е по-разумно да се използва друг инструмент за обработка - пластмасов тример за тръби.
Устройството не се различава много от севера, с изключение на разположението и дизайна на режещите елементи. След обработка с облицовъчен инструмент, крайната част на тръбата е подравнена по края, плюс част от подсиления слой се изрязва на дълбочина 2 mm по цялата обиколка. Тази обработка позволява запояване да се извършва без дефекти.
Въздействие на грешките върху качеството на заваряване
Бавните, внимателно обмислени действия са гаранция срещу грешки, които могат да обезсилят цялата работа. Всички малки неща от технологията за запояване трябва да бъдат взети под внимание и не на крачка от тях.
Често срещани грешки, които водят до дефектни възли на инсталираната пропиленова водопроводна мрежа:
- Повърхността на тръбата не е почистена от мастния филм.
- Ъгълът на рязане на свързващите части се различава от стойността на 90º.
- Разхлабено прилягане на края на тръбата към фитинга.
- Недостатъчно или надценено нагряване на частите за запояване.
- Непълно отстраняване на подсиления слой от тръбата.
- Корекция на положението на частите след като полимерът е влязъл.
Понякога върху висококачествени материали прекомерното нагряване не дава видими външни дефекти. Въпреки това се забелязва вътрешна деформация, когато разтопеният полипропилен затваря вътрешния тръбен канал. В бъдеще такова устройство губи своята производителност - бързо се запушва и блокира потока на водата.
Ако ъгълът на рязане на крайните части се различава от 90º, в момента на съединяване на частите, краищата на тръбите лежат в скосена равнина. Образува се разминаване на части, което става забележимо, когато вече е монтирана линия с дължина няколко метра. Поради тази причина често се налага да ремонтирате целия монтаж отново. Особено ако тръбите са положени в жлебове.
Лошото обезмасляване на чифтосващи повърхности допринася за образуването на "острови на отхвърляне". В такива точки полифузионното заваряване изобщо не се случва или само частично. Известно време тръби с подобен дефект работят, но всеки момент може да се образува порив. Често се срещат и грешки, свързани с хлабав монтаж на тръбата във фитинга.
Подобен резултат е показан за фуги, направени с непълно почистване на подсилващия слой. По правило тръба с армировка е монтирана на тръби с високо налягане. Остатъчното алуминиево фолио създава безконтактна зона в зоната за запояване. Тази област често се превръща в канал, през който се изцежда водата.
Груба грешка е опит за коригиране на елементите, които трябва да бъдат запоени, с превъртане около оста един спрямо друг. Подобни действия драстично намаляват ефекта от полифузионното заваряване. Независимо от това, в някои точки се образува шев и се получава т. Нар. „Прилепване“. С малка сила на прекъсване, "захващането" задържа връзката. Веднага след като поставите връзката под налягане, шипът веднага ще се разпадне.
Заключения и полезно видео по темата
Професионалистите винаги имат много да научат. Как се работи с полипропилен може да се види в следващото видео:
Инсталирането на полимерни тръбопроводи чрез горещо запояване е удобна и популярна техника. Успешно се използва при инсталирането на комуникации, включително на ниво домакинство. Освен това хората без опит могат да използват този метод на заваряване. Основното е да разберете правилно технологията и да осигурите точното й изпълнение. А технологичното оборудване може да бъде закупено евтино или наето.
sovet-ingenera.com
Инструмент за запояване на полипропиленови тръби
За да работите са необходими:
- Рулетка и молив (маркер) за маркиране на части, ниво - за контрол на структурата като цяло.
- Ножици за тръби и инструмент за изстъргване на ръбовете на заварени части с общото наименование "оголване". Очистването се различава по предназначение и вид: има самобръсначки (почистване на ръбове, скосяване) и фасети (реже армировката до дълбочината на запояване) в цилиндрични тела, има инструмент със свредла за почистване на ръба на тръбата.
- Пояло за полипропиленови тръби.
- ЛПС: дебели ръкавици или ръкавици.
Освен това ще ви е необходим общ конструктивен инструмент за монтиране на тръбни скоби по стените: перфоратор, чук, отвертка.











Как да изберем поялник за полипропиленови тръби и други инструменти
- За малко количество работа (самостоятелен ремонт) можете да закупите най-евтините поялници - те са напълно достатъчни за 2 ... 3 спойки. По-добре е да вземете висококачествени тефлонови подложки за отоплителни части.
- За професионална употреба евтин модел няма да работи. За големи количества запояване е необходима само професионална заваръчна машина с голям набор от висококачествени подложки.
- Ножици. Професионалните ножици осигуряват почти права, перпендикулярна кройка, но са скъпи. По-добре е да ги закупите за тръби с диаметър 40 мм, чието запояване изисква максимално съответствие с размерите и качеството като цяло.Обикновените евтини ножици почти никога не дават идеална равнина - когато се използва, тръбата се реже под ъгъл 10 ° ... 15 ° спрямо идеалния разрез. За малки диаметри това не е страшно: тръби с малък диаметър и тънка стена се затоплят достатъчно добре, деформацията не засяга запояването.
- Инструмент за отстраняване. Професионален водопроводчик трябва да го има. Домашен майстор, който споява пластмасови тръби с диаметър максимум 25 мм, може да се справи без него.
Ние правим заваръчно устройство със собствените си ръце
Добрите поялници струват от хиляда до няколко хиляди рубли, но ако трябва да свършите доста работа и имате идея да спестите пари, можете да импровизирате и да създадете поялник със собствените си ръце.
Какво ни трябва:
- Обикновено старо желязо.
- Дюза с желания размер.
- Термична паста.
- Температурен сензор.
- Дюзата е завинтена към желязото, краищата трябва да бъдат обработени с термо паста.
- Помислете и помислете: как и от коя страна ще бъде по-добре да се работи. Прикрепете приставката преди да започнете работа. При високи температури този процес ще бъде труден или невъзможен у дома.
- Ако е трудно да се работи срещу стената, тогава можете да отпилите част от острия връх на ютията.
- Преди да започнете работа, трябва да загреете ютията за няколко минути.
- Внимавайте за правилната температура. Трябва да е двеста шестдесет и двеста седемдесет градуса по Целзий. Измервателното устройство ще ви помогне в това.
Монтаж на полипропиленови тръби
Преди да инсталирате тръбопровода, маркирайте местата на закрепването му, инсталирайте скобите - тази операция се извършва преди запояване на полипропиленовите тръби.
Подгответе частите, които ще запоявате:
- Тръбата винаги се нарязва с запас за зоните за спояване (виж таблицата) за определен участък. Частите никога не се режат наведнъж. В хода на работата винаги се натрупва грешка в измерването. Ако спазвате размерите, няма да се отклонявате много от планираните размери, но можете да натрупате 1 ... 2 допълнителни сантиметра (както отрицателно, така и положително). Препоръчително е да се направи резерв в случай на локални отклонения: по време на запояване конфигурацията на системата може да се промени, поради което размерите на конструкцията, която ще се запоява, се променят.
- Подготвените части се почистват.
- На детайлите се нанасят маркировки: те маркират дълбочината на спойката върху тръбата (доколко тръбата ще влезе във фитинга) и оста на връзката - хоризонтални маркировки върху двата елемента, които трябва да съвпадат по време на монтажа. Винаги маркирайте частите - това значително опростява работата, особено при инсталиране на сложни конструкции с много завои.
Как да запоявате полипропиленови тръби:
- Облечете ръкавиците си.
- И двата свързващи елемента се инсталират едновременно върху нагрят поялник и се загряват за определено време.
- След затопляне частите се отстраняват от подложките и се свързват с маркировки, като се вмъкват една в друга. След като извадите нагретите части от поялника за свързване и фиксиране, имате 1-2 секунди. Работете уверено и внимателно, за да не се изгорите (вижте точка 1).
- След това е необходимо връзката да се поддържа, докато тя се втвърди (време - виж таблицата)
- По-нататъшно запояване с новозаварената зона е възможно, след като уредът се охлади. Ако не издържате на времето за охлаждане, тогава е възможна деформацията на предварително запоените части.
Таблица 1. Време на нагряване, задържане и охлаждане на полипропиленови тръби и фитинги.
| Външен диаметър на тръбата, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Зона за запояване: разстояние от ръба на детайла (спояваща подложка) до маркировката, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Време за нагряване на части, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Време за задържане на връзката, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Време на охлаждане (за запояване на съседни фуги), мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
ВАЖНО! Данните за времето за различните материали могат да варират в зависимост от чистотата на тръбния материал, наличието на армировка и други аспекти, до стайната температура. Но тези отклонения са ясно видими само на тръби с голям диаметър. При малки размери времето ще се различава с максимум 1 ... 1,5 s.Ако нещо не ви се получи или го правите за първи път, тогава можете да си купите някои от най-простите фитинги (съединители), да отрежете някои тръби (няколко парчета от 7 ... 10 см) и да проверите как материалът реагира на отопление и свързване.
Направи си сам заваряване на полипропиленови тръби за начинаещи
Как се създава полипропиленово заваряване - равномерен шев
Качествено и спретнато монтирани тръби в къщата са ключът към вашето спокойствие в продължение на много години, тъй като лошите изисквания създават много проблеми не само за живеещите в апартамента, но и за всички съседи.
За да спестите собствения си бюджет, при чести ремонти и подмяна на тръби, както и за да запазите апартамента си за дълго време и да не разваляте отношенията със съседите, препоръчително е внимателно да обмислите избора и инсталирането на висококачествени тръби. За монтажа на отоплителни, канализационни и водоснабдителни системи много често се използват тръби от полипропилен.
Не без причина полипропиленовите тръби са придобили популярност. Тези тръби са много издръжливи, не се страхуват от корозия, не изискват много време и усилия по време на монтажа и няма нужда да се използва сложно оборудване. Някои хора смятат, че заваряването с пластмаса е труден процес, но не е така.
Но всъщност не е необходимо да сте професионалист, достатъчно е да прочетете инструкциите, както и да бъдете внимателни и точни.
Висококачествено заваряване на полипропиленови тръби
За да направите висококачествени шевове, които са ключът към здравината на цялата тръбопроводна система, е необходимо правилно да изберете детайлите. Полипропиленовите тръби могат да се използват за различни цели и са изработени от наличен материал:
- PPH. Те се използват за създаване на вентилация, индустриални тръбопроводи, както и за осигуряване на студено водоснабдяване. Изработени са от хомополипропилен.
- PPS. Огнезащитни тръби. Те са в състояние да издържат на температури от деветдесет и пет градуса.
- РРВ. Тези тръби са добри за осигуряване на студена вода, както и за създаване на отоплителна система. Изработени са от полипропиленов блок съполимер.
- Подсилени части. Такива части са направени от много слоеве. Те се използват за намаляване на топлинното удължение в тръбите.
Основната задача е да изберете правилните части за всеки тип тръби и освен това не е необходимо да правите грешка при избора на правилното съединение и монтаж.
За да може заваряването с полипропилен да се извършва ефективно, е необходима машина за ръчно заваряване. Индустриален модел на заваръчна машина може да е необходим само за големи тръби. Също така трябва да се запасите със специални ножици, с които можете да режете тръби.
Ако планирате да използвате подсилени части, тогава трябва да подготвите устройство за почистването им. Най-често всичко, от което се нуждаете, се продава в комплект със заваръчна машина. Моделите на ръчни заваръчни машини се различават в зависимост от оборудването.
Комплектът, пълен с минималния брой части, ще бъде подходящ за работа с тръби със същия или диаметър. Средната конфигурация включва няколко приставки с различни диаметри. Можете също така да закупите апарат, напълно оборудван с всички дюзи и инструменти, които може да са необходими по време на процеса на заваряване.
За да може това заваряване да се извършва съгласно правилата, те първо трябва да се нагреят с тефлонови дюзи, които се вкарват в заваръчната машина. За да направите това, заваръчната машина е инсталирана на краката, след това трябва да изберете и фиксирате дюзите с необходимия размер, след което трябва да изберете желаната температура (тя трябва да бъде посочена в инструкциите, приложени към инструмента).
След това трябва да включите устройството и да изчакате, докато устройството се загрее. Когато устройството се загрее, ние комбинираме фитинга и дорника, тръбата и втулката.Когато заваръчната дюза е подравнена с тръбата, горният слой на дюзата се топи, а вътрешният слой не се топи, а се загрява и става пластмасов, което позволява вкарването на тръбата в дюзата. По същия принцип дорникът и фитингът се комбинират.
След като елементите се затоплят, ние ги отстраняваме от дюзите с бързи прецизни движения, след което комбинираме горещите части, като вкарваме едната в другата. Важно е да не усуквате и не стискате частите твърде много, за да предотвратите повреда. Разтопените части не задържат температурата дълго и остават пластмасови, докато се охладят напълно, следователно, за да се избегне деформация, те трябва да бъдат плътно фиксирани и държани, докато загубят своята пластичност. Елементите стават трайни, след като температурата им се охлади под четиридесет градуса. Тогава декорацията и щетите не стават страшни и можете да започнете да почиствате шевовете.
Инструкция за заваряване на полипропиленови тръби
Ако това заваряване се извършва лично от вас и за първи път, първо, закупете допълнителни части и парчета тръба, за да практикувате. След като усвоите умението за заваряване, ще можете да завършите окончателната работа по-точно и ефективно. Освен това, като имате под ръка резервни части, ще бъдете застраховани да не се налага да бягате до магазина, ако нещо се обърка по време на процеса на заваряване.
Както можете да видите, за да заварявате полипропиленови тръби, не е необходимо да използвате услугите на специалист. Това е много лесен, не отнема много време процес, който всеки може да овладее. Всеки професионалист, който някога е бил начинаещ, и по отношение на висококачественото и точно заваряване на полипропиленови тръби е лесно да премине от човек, който няма представа как да направи това, до истински специалист. Не се страхувайте, стриктно следвайте инструкциите, свържете вниманието и точността си и ще успеете!
Подобни статии
aquarem.ru
Незавършени и запоени
Повторно топене се случва, когато частите са преекспонирани върху нагревателните подложки. В резултат получаваме:
- Намаляване на вътрешния диаметър на тръбата.
- Деформация на фугата по време на охлаждане, отклонение на тръбата от хоризонтала или вертикала.
- Когато се опитате да поправите връзката с ръцете си, частите могат да се превъртат (много са горещи, охлаждат се дълго време, не се запояват) и в резултат на това запояването може да се окаже с лошо качество - изтичане.
Подгряването се получава, когато частите са подгряти. Резултатите от недостатъчното дозиране също са отрицателни:
- Частите не са включени във връзката.
- Претоплянето може да доведе до нежелани деформации на части, които могат да доведат до течове.
- С леко изстрелване възниква най-лошата ситуация: частите влизат в съединението, но без да създават запечатан съединение. При такова недоиздърпване тръбата навлиза във фитинга, но не гладко, без подхлъзване, с леки смущения.
Свързващи тръби на труднодостъпни места и заваряване на сложни конструкции
Такива структури включват:
- монтаж на броячи;
- връзка с бойлера;
- окабеляване към съседни съседни потребители;
- запояване в ограничени пространства.
Повече информация:
- Когато запоявате тръби към брояча, вземете предвид неговите размери: апартаментният водомер е по-голям по размер от тръбата. Ако първо приемете тръбите, тогава ще бъде трудно да инсталирате самото устройство - няма да има достатъчно място.
- Бойлерите имат сложен тръбопровод. В условията на малки апартаменти, трябва да бъдете внимателни, когато изчислявате тръби. Винаги маркирайте за себе си зоните, където няма да можете да използвате поялника - тук ще трябва да запоявате връзките "на пода", а след това да ги регулирате по стената и устройството.
- Устройствата наблизо създават много проблеми: запояването се забавя във времето, тъй като натрупването на тръби пречи на процеса, времето за изчакване за охлаждане на запоените съединения се увеличава. Трябва ясно да помислите в каква последователност ще свържете всички части, така че да не пречат след запояване на съседни елементи.
- Запояването в тесни условия отнема повече време, за да се разбере как да се стигне до фугата, отколкото самият процес на заваряване. Ето защо, дори ако трябва да спойкате 2 ... 3 възли, внимателно обмислете всички опции. Желателно е да имате помощник, който да захранва или да вдига поялника.
- Запояване в жлебове. В местата за запояване стробът трябва да бъде разширен и задълбочен, така че да можете да вмъкнете поялник в него. Стробът в съседните завои и съединения също трябва да бъде по-широк, така че тръбата да има резерв на мощност, когато се отстранява от поялника.
Интересно: каква е разликата между заваряване на тръби и спояване
По същество на процеса тези операции не се различават: частите, които трябва да се съединят, се загряват до състояние, при което могат да бъдат залепени заедно и да се получи запечатана връзка. Поялник често се нарича заваръчна машина - това също е правилно. Но концепцията за "заваряване на полипропиленови тръби" се използва повече за индустриално спояване на тръбопроводи с голям диаметър в комуналните услуги (челно заваряване).
Големите машини за запояване имат малко по-различна структура. Работата се извършва по следния начин:
- Тръбите, които трябва да бъдат заварени, се поставят в центриращо устройство (водач), защитено със специален диск, който осигурява плоскостта и паралелността на ръбовете, които трябва да се почистят. След изваждането на диска се проверява контактната зона - тръбите трябва да пасват идеално.
- Между тръбите се вкарва нагревателен диск, части от тръбопровода са прикрепени към него и се загряват.
- Нагревателният елемент се отстранява, тръбите се поставят една към една и се заваряват към съединението.
- След като фугата се охлади (изисква се експозиция), водещата конструкция се отстранява.
stroikadialog.ru
Рязане на тръби
Процесът на рязане на заготовки се извършва със специален инструмент. Въпреки че у дома, етапът на рязане често се извършва с ножовка за метал, шлайфмашина или електрически прободен трион. При този метод на рязане повърхността се получава с големи прорези, поради което преди заваряване на полипропиленовите тръби ръбовете трябва да бъдат внимателно почистени.

По-добре е начинаещите монтажници да режат тръби със специални ножици:
- Моделът от прецизен тип е много удобен за работа. Има назъбено острие и специална тресчотка. Ножиците ви позволяват да получите висококачествено и равномерно изрязване. Но ако трябва да работите с голям брой детайли, ръката ви може бързо да се умори.
- Още по-добро качество на рязане може да се постигне чрез използване на модел на ролка. Технологията на рязане се извършва от водещ валяк, който се върти около тръбата. Ниската скорост на рязане се счита за отрицателно свойство.
- Безжичните модели съчетават всички предимства - качество и скорост на рязане. Те са оборудвани с малък електрически мотор и могат да се използват за големи обеми работа.
Детайлите с голям диаметър се режат със специални фрези за тръби, за да се получи висококачествен и чист разрез.











